



新規油圧プレス機の選定方法について
油圧成形機の豆知識
プレス機を検討しているお客様から「製品成形のために必要なプレス出力の選定方法が分からない」「必要なストローク数が分からない」などのお問い合わせをいただくことがございます。
そこで今回は、新規油プレス機の選定の目安についてお話しさせていただこうと思います。
🔶プレス出力
プレス出力の決定は製品を作る為に必要な圧力から計算します。
例えば、製品1cm²に100㎏のプレス力が必要で、50㎝×50㎝の製品を作りたい場合は
50㎝×50㎝×100㎏=250000㎏=250tonが必要となります。
※製品1cm²に必要なプレス力が不明な場合は試作を行い決定する必要があります。
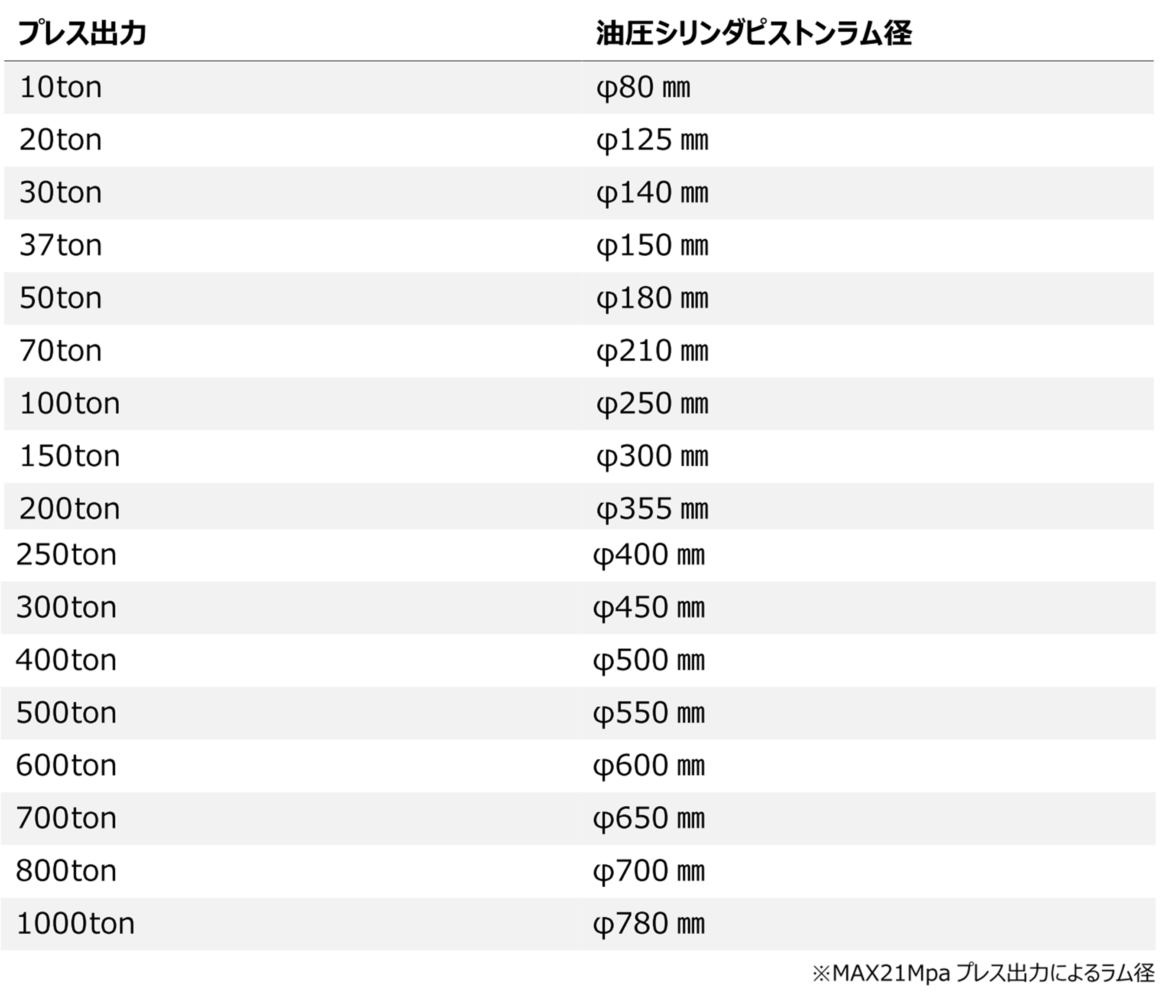
一般的にプレス出力は油圧シリンダピストンラムにかかる油圧力から換算され弊社の場合は油圧力MAX21Mpaにて計算します。よってプレスの出力は油圧シリンダピストンラムが大きくなれば出力も大きくなります。
🔶盤面サイズ
盤面は金型の取付、もしくは金型を置くテーブルになるので盤面サイズは金型の寸法に合わせて選定をします。
盤面に金型が収まるよう、盤面は金型より少し大きめにすることをお勧めします。
複数の金型を使用する場合は、一番大きい金型の寸法に合わせて選定しましょう。
🔶オープンハイト(デーライト)
オープンハイトは上盤面と下盤面が一番開いたときの距離をいいます。
金型の厚みや材料投入に必要なスペースなどを考慮して選定する必要があります。
※4柱式プレスであればオープンハイトの調整をすることは可能ですが、サイドフレームプレス式の場合オープンハイトは固定となり調整は不可能です。
🔶シリンダーストローク
シリンダーストロークはメインシリンダーが移動する最大距離をいいます。
ストローク300㎜、オープンハイト300㎜の場合は何も挟まなくても加圧することができますが、
ストローク250㎜、オープンハイト300㎜の場合、加圧するには金型厚みが50㎜以上必要となります。
🔶ヒーターの有無、MAX温度
熱をかけて成形する場合は、熱盤がMAX何℃まで昇温する必要があるのかをご確認下さい。
※弊社は通常のプレス機で熱盤温度500℃まで、真空プレス機は熱盤温度400℃まで製作が可能です。
🔶動作
手動・・・レバーや押し釦等で操作時のみ動作します。
自動・・・指定の自動サイクルをシーケンサ制御で動作します。
🔶予算
ご希望予算にて可能な提案又は製作の可否を判断します。
🔶オプション欄
🔸インバータポンプ🔸
インバータモータにて制御された油圧ユニットとなります。
必要な速度や圧力に応じて回転数を制御する為、省エネとなります。
モータを簡単に可変速する事が出来るので速度、圧力がデジタルで可変する事が可能です。
基本的には、周波数制御のため急激な加減速運転はできませんが、制御技術の向上により可変速範囲が拡大しています。
広範囲な可変速運転ができますが、フィードバック制御ができません。
タッチパネルで速度圧力を自由に変更し、消費電力も抑えたい場合に多く使用されます。
※日本工場製に選択可
※インバーターポンプの詳細は、こちらをご参照ください。
🔸サーボポンプ🔸
サーボには、専用のサーボモータが用いられ速度、位置、トルクの制御が可能です。
サーボモータを素早く高速まで回転させ、急停止することができます。
また、サーボモータを所望の位置で停止させ、トルクを発生させることができます。
モータの速度と位置の検出には、エンコーダ等のセンサが使用され、その情報がサーボアンプにフィードバックされます。
サーボはフィードバック制御とも呼ばれ、サーボモータの応答と安定性が良くなります。
インバータより精密詳細な制御が必要となる場合に使用しますが高価となります。
※日本工場製に選択可
※サーボポンプの詳細は、こちらをご参照ください。
🔸データ記録管理機能(SD、CFカード)🔸
タッチパネルやシーケンサにメモリーカードを挿入し、シーケンサの内部データを最小0.1秒周期で保存していく機能です。
記録保存する項目は圧力(Mpa)温度(℃)位置(㎜)真空度(Kpa)が一般的ですが、生産数や成形時間など、ご希望の項目に対応もできます。シーケンサによる制御が可能ですので、常にデータを取得する、自動運転中のみデータを取得するなど、ご要望に沿ったデータ取得可能です。データ確認にはカードに抜き差しが必要ですがIoT対応のシーケンサを使用することでLAN経由でデータを確認することもできます。
作成されるファイルはCSVファイルになりますのでCSVファイルが読めるPCが必要となります。
弊社で標準的に使用するシーケンサ、タッチパネルはSDカード対応ですので、導入コストを抑えることができます。
🔸データ記録管理機能(PC管理)🔸
専用のPCソフトを使用し複数台の機械の各種データを記録する事が可能です。
LANで構築すれば離れた場所からも機械の状態をリアルタイムで確認することができます。
顧客ごとに専用のデータを制作する必要もあり高価にはなりますが活用方法により大きく生産管理を向上させることが可能となります。
🔸データ記録管理機能(データロガー機器)🔸
各メーカが販売しているデータロガーにデータを収集させる事が可能です。
お客様でデータロガーを準備される場合費用は発生致しません。
現在使用中のデータロガーの型式と取得したい項目をお伝えいただければ外部へ端子やコネクタなどで出力することも可能です。また使い慣れたメーカのデータロガーを制御盤に組み込むことも可能です。
🔸前面エリアセンサ(一般形)🔸
光軸ピッチ40㎜のエリアセンサを使用します。
危険区域と作業区域の境界に設置し、作業者の侵入を検出(侵入検知)します。
エリアセンサが遮光されると機械は即時停止しエラーが表示されます。
遮光中はもちろんエラーを解除しない限り再起動できないように制御することで、作業者の安全を担保します。
🔸前面エリアセンサ(労働検定品)🔸
労働安全衛生法第四十四条で定められた「プレス機械またはシャーの安全装置」の検定に合格した物になります。
🔸3面カバー🔸
プレス機の作業者側を除く3面を安全カバーにて囲います、飛散する可能性がある製品にはエキスパンドメタル、製品の状態が確認したい場合にはアクリル板など、ご要望により材質を変更することが可能です。
またカバーにリミットスイッチなどの開き確認を追加することで、安全カバーが開いているときは機械が動作できないようにすることも可能です。
🔸安全カテゴリ指定対応仕様🔸
エリアセンサや非常停止スイッチなどの使用される安全機器の安全カテゴリを B、1,2,3,4 から選択し指定された安全要求を満たした装置の製作を行います。必要となる安全カテゴリは、装置全体のリスクアセスメントが必要です。装置をご利用いただく事業所の安全管理者に確認ください。
※安全カテゴリとは・・・安全機器が安全機能を維持できる堅牢性と耐性のレベル分けになります、Bに近いほどシンプルな構成になり、4に近いほど堅牢性が向上します。
※弊社標準装置の安全カテゴリはBとなります。
🔸真空の有無🔸
真空状態で成形をする必要がある場合は、真空プレス機を選択ください。
※詳細はコラム真空プレス機とは?をご参照下さい。
🔸スライド装置🔸
スライド装置は下盤面、もしくはスライド板のみが前(作業者側)にスライドして出てくる機構であり、作業性が向上します。
🔸金型分解機🔸
成形終了後、金型を自動で分解する装置をいいます。
弊社標準では2枚型から4枚型の分解機を選択する事が可能です。
🔸動作速度🔸
プレスが高速で上下する速度と低速時の速度を指定する事が可能です。
通常高速は50~80㎜/s、低速速度は2~10㎜/s程度が一般的ですが、低速速度はプレス締まる直前の速度となる為、製品に影響されます。速度指定がある場合はご指定下さい。
※一般的に高速が必要になれば油圧ポンプも大きくなり価格も上がります。